近期,重庆大学同埃克塞特大学,德克萨斯大学在机械加工领域Top期刊《International Journal of Machine Tools and Manufacture》(中科院1区,Top期刊,IF=14)上发表了题为“Achieving fine tailoring of elastocaloric properties of laser powder bed-fused NiTi alloy via laser beam manipulation”的研究论文。重庆大学机械与运载工程学院博士生詹建斌为第一作者、李坤教授为通讯作者。
研究背景与意义
弹热效应(Elastocaloric Effect,eCE)指通过消除单轴应力,材料表现出显著的绝热温降(Adiabatic temperature drop,ΔTad)。理想的eC制冷工质不仅需要具备较大的传热面积和较低的压力要求,还应具备定制几何形状、特定相变温度以及多级制冷等高级功能。因此,增材制造(Additive Manufacturing,AM)技术近年来受到了关注。传统上,调节eC性能主要方法是通过拉拔或轧制等剧烈变形工艺将晶粒细化至纳米尺度。关注的材料指标通常包括温降、能耗和制冷效率等。然而,在AM中,材料与几何是一体化成形的,剧烈变形的传统方法难以适用。因此,为推动AM在弹热领域应用,亟需探究AM过程中,如何有效调控弹热材料各方面性能,以实现制冷功能的定制。
内容简介
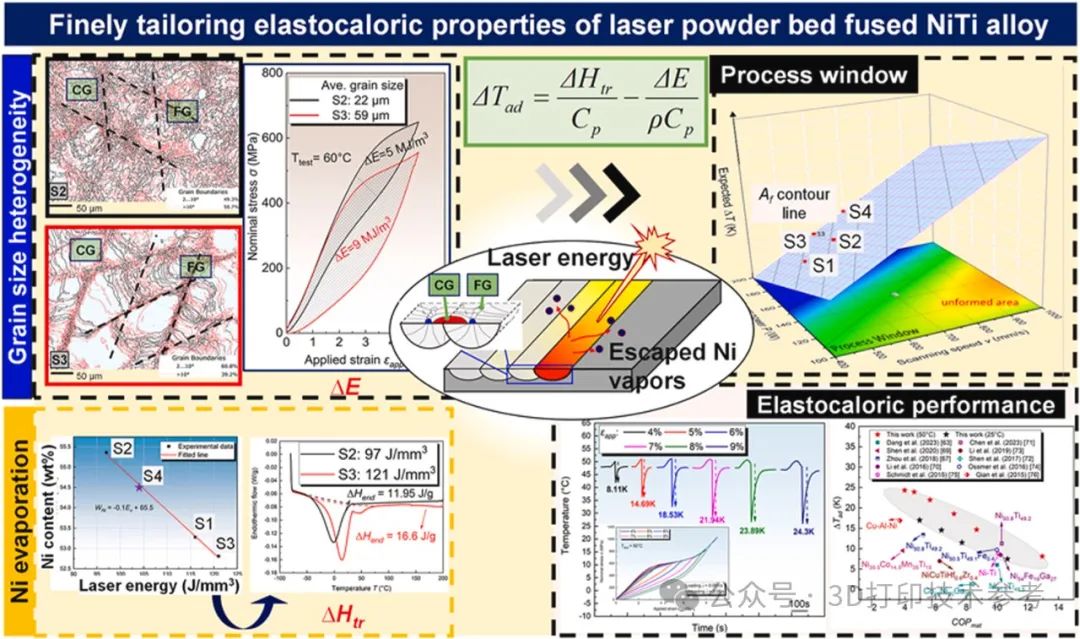
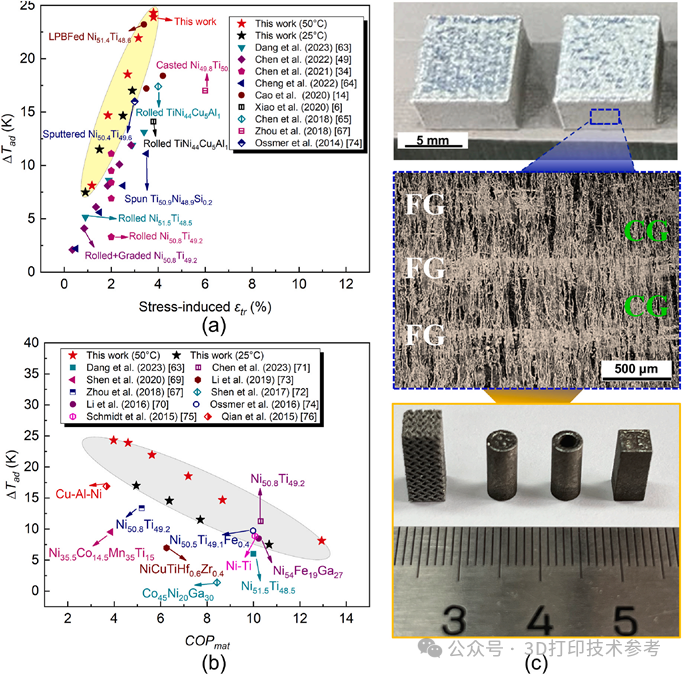
本文基于激光粉末床熔融(Laser Powder Bed Fusion,LPBF)技术,探讨其在NiTi弹热材料中的应用,提出利用激光束能量诱导Ni蒸发来定制弹热性能,包括材料的制冷温降、性能系数及适用温度等。结合理论分析与实验研究,深入探讨了这一调控过程的机理。结果表明,尽管通过Ni损耗可以有效控制相变温度并增大相变焓(ΔHtr),但不适当的激光参数组合可能导致样品的冷却能力(ΔTad)和材料性能系数(COPmat)低于预期。其原因在于激光诱导Ni蒸发的同时,也导致晶粒粗化,粗晶比例增加使得相变滞后增大,从而增加能量耗散,未能显著提升实测ΔTad。为此,本文还提出通过控制熔池搭接和形貌以实现粗/细晶异质分布的微观结构,从而精细调控eC性能。Ni损耗与异质晶粒分布的平衡可借助热历史模拟进行优化。作为实例,研究制造了适用于~70°C和~25°C制冷的NiTi弹热材料,为使用增材制造技术定制多功能eC组件(如级联制冷工质)提供了有价值的参考。
研究发现
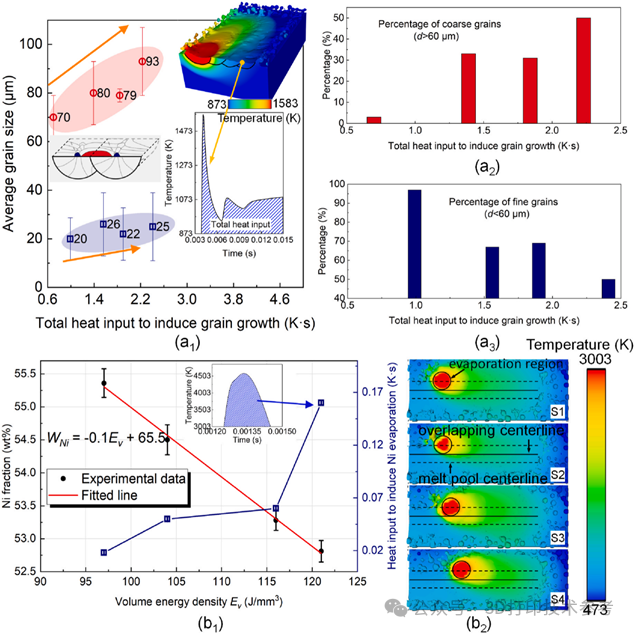
(1)激光控制下的异质晶粒结构与Ni蒸发特性
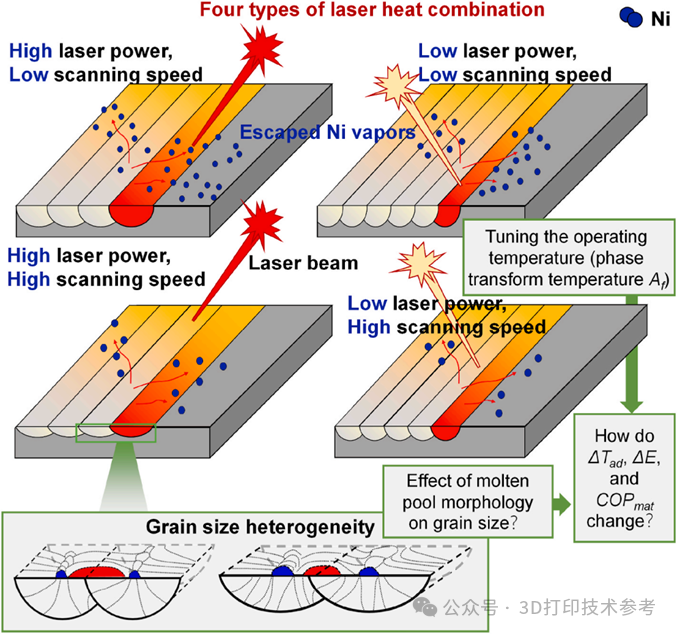
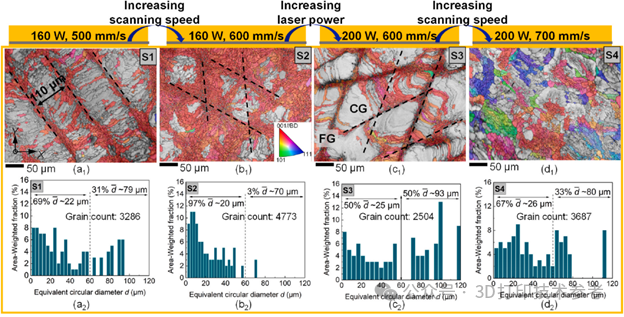
高冷却速度形成的原生细晶粒,在随后的熔池搭接过程中通过重熔与聚合产生粗晶,从而形成异质晶粒结构。结合CFD仿真,增大激光功率会导致熔池搭接区增大,促进更多细晶融合;增大扫描速度会降低熔池底部曲率,减小粗/细晶尺寸差。该过程伴随Ni蒸发。每增加10 J/mm3激光能量,Ni含量约减少1 wt%。模拟表明,蒸发主要发生在激光照射的前几十微秒内,揭示了激光精细调控合金成分的机制。高保真模型有效解释了实验结果差异,表明通过仿真控制晶粒尺寸与Ni含量之间平衡是合理的。
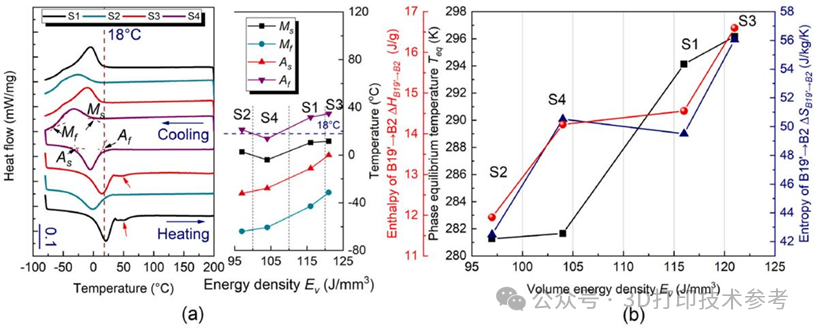
(2)超弹性与弹热效应之间的调控权衡
增加扫描速度能够降低相变温度(即适用温度)。然而,在制冷温降上,采用更高激光功率制备的样品表现更优,尽管其相变温度可以调至相近。主要源于Ni损失提高了相变焓差,而较大晶粒尺寸则使材料能承受更高相变应变。在超弹性方面,较低能量输入与较高扫描速度更有利于增强材料抵抗相变及塑性变形能力。这导致超弹性与弹热效应之间存在调控权衡。兼顾良好超弹性和高效弹热效应至关重要。因此,建立弹热效应与超弹性之间联系,并比较材料性能系数,有助于实现更优综合性能的材料定制。
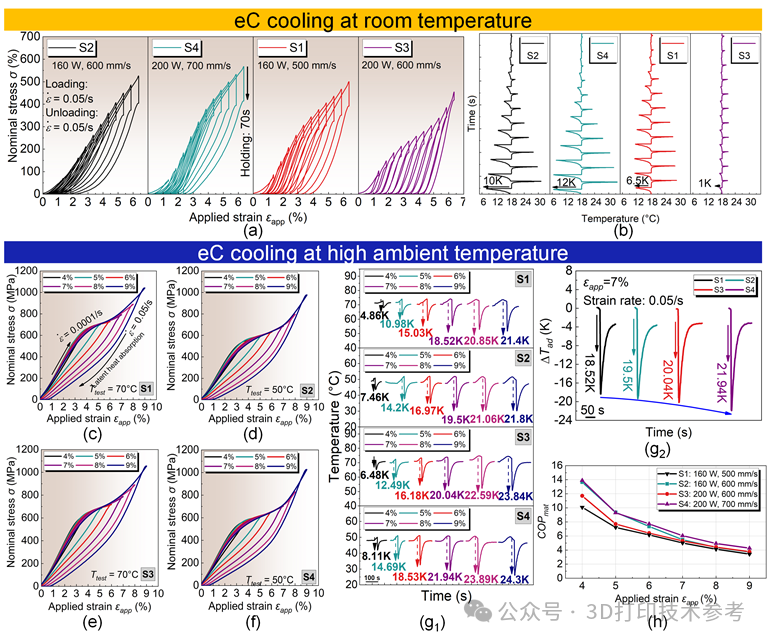
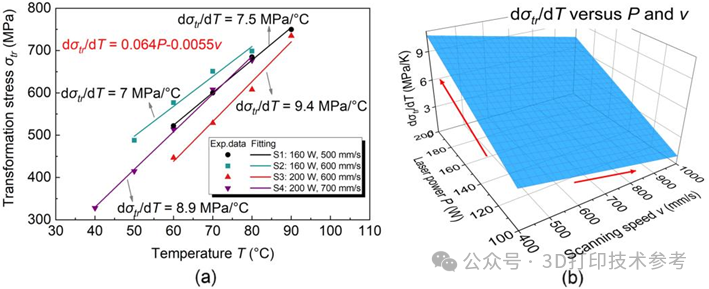
(3)弹热效应(eCE)对激光参数的依赖性
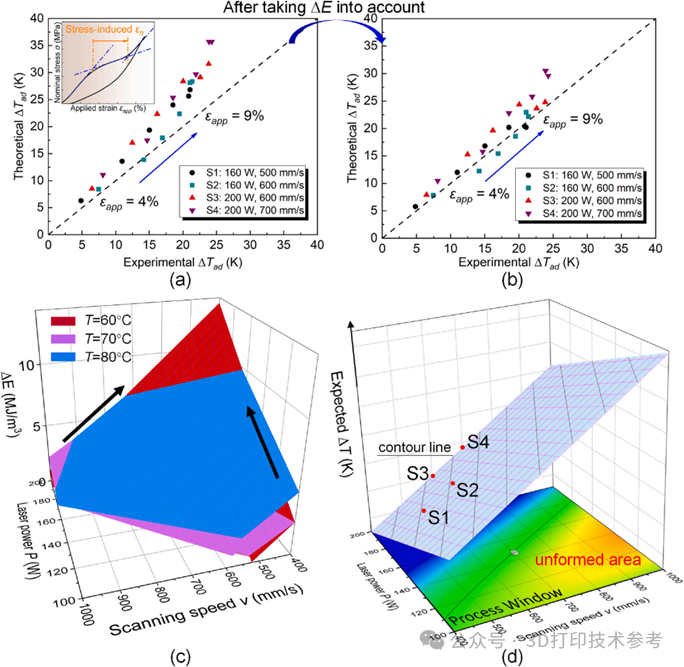
利用Clausius–Clapeyron关系探讨ΔTad与工艺参数之间的潜在联系。理想条件下,ΔTad可通过相关方程预测,但实验结果显示计算值偏高,主要由于相变过程中摩擦功引起的耗散热降低了理论温降。修正方程表明,较高dσtr/dT促进相变快速发生,从而提高ΔTad,而较小ΔE有助于减少相变过程中额外热量。dσtr/dT和ΔE均可拟合成激光功率(P)和扫描速度(v)的函数。P的增加会导致更高的dσtr/dT和ΔE,而v的增加则会降低dσtr/dT,表明二者之间存在权衡。因此,ΔTad与工艺参数关系亦可拟合成曲面,揭示了NiTi合金的弹热性能与工艺条件之间的联系。
(4)逆马氏体相变中热力学参数影响因素分析
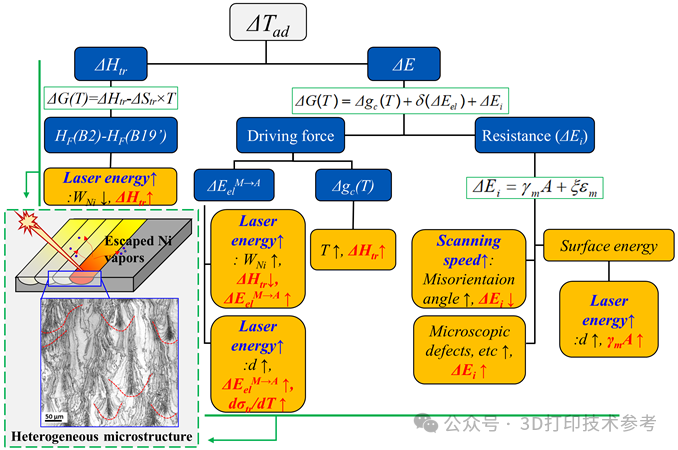
根据马氏体相变的热力学方程,总吉布斯能(ΔG(T))受多种因素的影响,包括温度变化引起的能差(Δgc(T))、B19′相储存的弹性应变能(ΔEel)以及需要克服的阻力能(ΔEi)。因此,研究从这三个方面结合计算探讨了微观结构对弹热效应的影响,并总结了逻辑流程图,阐明了通过增加相变焓和降低能量耗散来增强制冷能力的原理。
研究结论
(1)Ni含量是决定相变焓差的关键因素。然而,Ni的蒸发伴随激光诱导的晶粒粗化,可能对超弹性产生不利影响。因此,尽管增加能量输入可提升相变焓差,但对绝热温降的影响并不线性,这表明在优化过程中需综合考虑能量输入与晶粒结构的相互作用。
(2)激光参数组合能够控制熔池的搭接与形貌,形成晶粒尺寸异质分布。粗晶主要分布在重叠区域,而细晶集中于熔池中心。这种熔池形态引起的晶粒非均质性揭示了利用LPBF技术调整弹热性能的潜在机制,为材料弹热功能精细化定制提供了新思路。
(3)在定制弹热材料的工作温度范围时,提高超弹性与弹热性能之间存在权衡。通过提高扫描速度增大熔池冷却速率,引入更高比例的高角度晶界,增加位错运动阻力,从而强化基体,可以提高材料综合性能,包括增强超弹性和降低能量耗散。
通讯作者
李坤,男,博士,重庆大学机械与运载工程学院“弘深青年学者”特聘专家,博士生导师,海外引进人才;高性能智能增材制造实验室(HπAM)主任,金属增材制造(3D打印)重庆市重点实验室常务副主任,重庆大学绿色智能制造研究所副所长。2011年获吉林大学材料科学与工程学科工学学士学位;2016年获清华大学机械工程学科工学博士学位;2017年2月赴美国德州大学埃尔帕索分校从事博士后研究工作,并担任Lawrence E. Murr(美国增材制造先驱)和R.D.K. Misra课题组博士生联合指导老师;2019年4月任美国匹兹堡大学机械工程及材料科学系高级研究员教职;2020年8月被聘为重庆大学教授、博士生导师,从事教学科研工作。主要从事3D打印及增材制造、高性能材料及智能加工等研究。先后主持国家自然基金及联合基金、国家重点研发计划、全国重点实验室青年人才项目、美国能源部国际合作项目等多项课题。在AM、Small、JMST、JMPT、IJMTM、MD等领域著名期刊和会议上发表论文80余篇。担任机械工程学会极端制造委员会/增材制造委员会委员、有色金属学会增材制造技术专业委员会委员,国家重点研发计划会评专家。工作期间开发了多种镍基合金,稀土镁合金、超高强钢激光增材及3D打印工艺及在线检测技术,用于高端装备关键组件制造及修复。科研成果荣获美国休斯敦航天局技术应用奖(年度唯一华人青年学者)、美国德州大学年度研究员奖等。任Acta Materialia、IJMTM、Materials Research Letters、International Journal of Plasticity等领域著名期刊评审人。
原创授权证明
注:本文内容由作者团队授权。
欢迎转发
欢迎加入硕博千人交流Q群:248112776
延伸阅读:
1.2024第6篇3D打印Nature!跨尺度/高性能/多功能先进材料设计制造新途径!
2.汉邦激光3D打印技术助力同济大学车队,斩获日本FSAE大赛7项单项奖
4.研究:深入探讨三大类3D打印晶格失效行为,并提出创新强化机制

本站资源均来自互联网,仅供研究学习,禁止违法使用和商用,产生法律纠纷本站概不负责!如果侵犯了您的权益请与我们联系!
转载请注明出处: 免费源码网-免费的源码资源网站 » 激光增材制造新突破:精细调控NiTi合金弹热效应,实现制冷定制

发表评论 取消回复